Machine Vision in HSE
Machine vision is being increasingly integrated into HSE systems. We conducted thorough testing and analyzed various solutions offered by suppliers. We carefully studied several machine vision systems to determine their capabilities and understand how they can help with occupational health and industrial safety issues. Based on our experience, we are ready to share both the advantages and disadvantages of this technology.
We understand that the implementation of machine vision should not take place without preliminary preparation. We believe that modern technologies can make a significant contribution to ensuring production safety, but with a number of caveats and an understanding of their limitations.
How Machine Vision Works: Testing Different Solutions
Machine vision works by using cameras and artificial intelligence algorithms that analyze video and photos in real-time. During testing, we evaluated how systems record employee actions, equipment status, and other safety parameters. We examined how effective the options offered by different suppliers are for the automatic analysis of huge volumes of data.

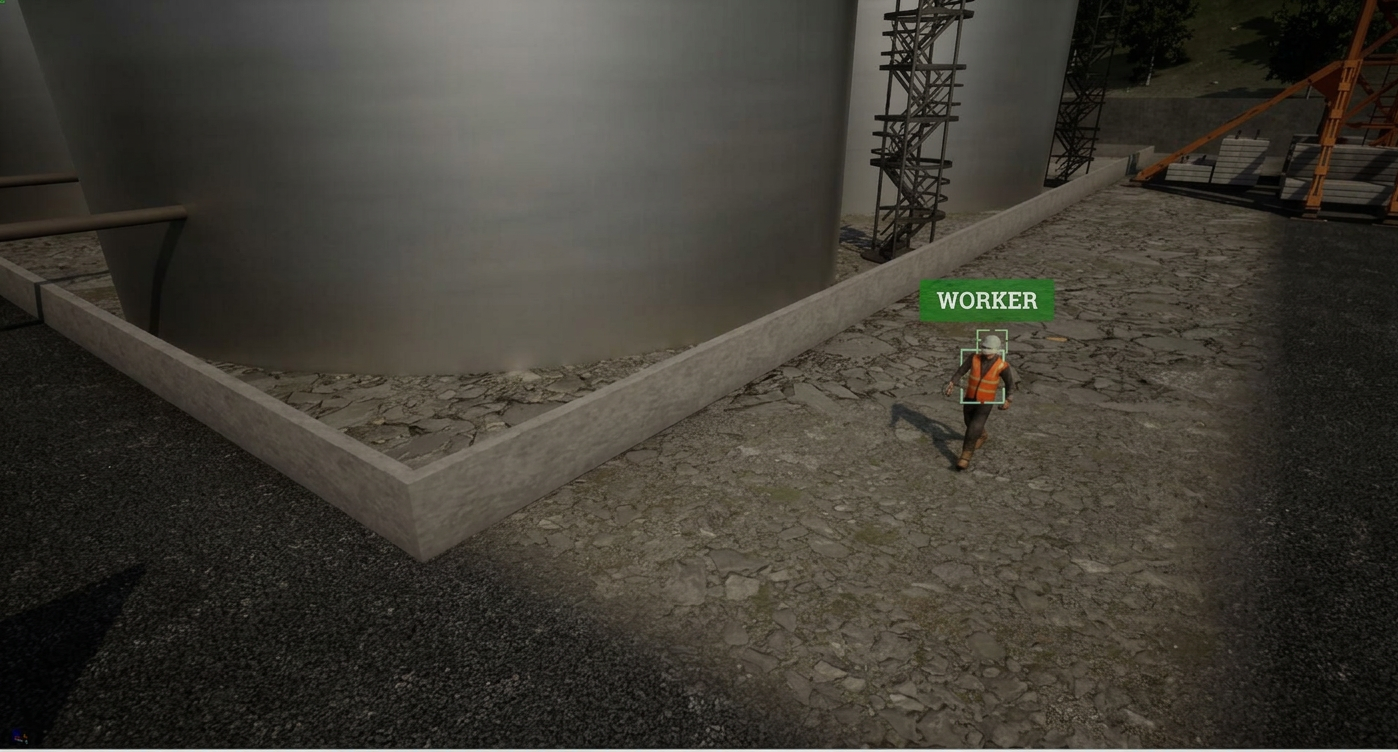
One example of using machine vision is monitoring the use of personal protective equipment (PPE). In some of the solutions we tested, cameras recognized the presence of helmets, vests, and other PPE elements based on machine vision algorithms. Such a modern solution will help enterprises avoid injuries related to violations of PPE rules. A feature of this technology was the use of identifiers on employee equipment, which allowed the system to distinguish its employees from outsiders without resorting to facial recognition.
Applying Machine Vision in HSE: Our Experience
In the process of testing several machine vision systems, we identified key areas of their application for occupational health and industrial safety:
- PPE Compliance Checks. Machine vision effectively handles the automatic monitoring of personal protective equipment on employees. This is especially useful for large enterprises where personal monitoring of all employees is physically impossible.
- Control of Blocking Devices. We checked how monitoring systems track the installation of blocking devices on equipment during its maintenance or repair. Blocking devices reduce the risk of accidental machine startup, which is especially important in hazardous production environments. The monitoring system for blocking devices itself will prevent their unauthorized deactivation.
- Hazard Zone Monitoring. Testing showed that machine vision cameras can track employee entry into hazardous zones in production. If violations are detected, the system automatically stops the equipment, preventing incidents and accidents.
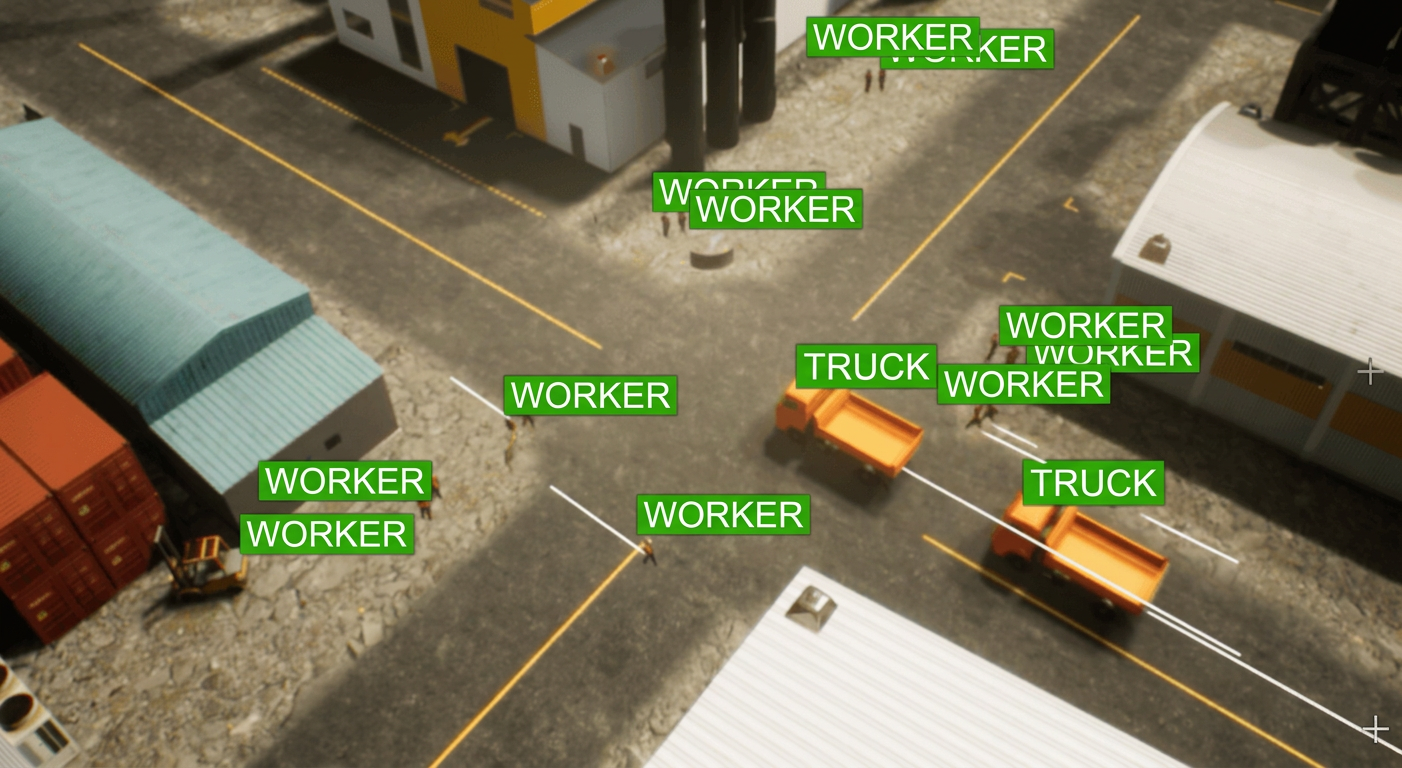
- Tracking Employee and Equipment Movement. Machine vision cameras were able to track the movement of plant employees and machinery across the site, which is particularly relevant for maintaining safe routes and preventing traffic accidents.
- Employee Identification via PPE. The system recognizes workers not by their faces, but by identifiers applied to their PPE, which allows for more accurate access control to various areas of the plant and, of course, does not affect the moral and ethical issues of facial scanning.
Technology Advantages: Test Results
Based on the tests conducted, we concluded that machine vision provides significant advantages for HSE departments:
- Continuous Monitoring. Cameras provide 24/7 monitoring of safety compliance, allowing for an immediate response to violations.
- Process Automation. Many routine tasks, such as PPE checks or hazard zone monitoring, can be automated, freeing up specialists for more important tasks.
- Predictive Analytics. Machine vision systems gradually accumulate data and, based on it, predict possible accidents, incidents, and mishaps, allowing them to be prevented.
Disadvantages and Challenges
However, it's not all that simple. We also identified a number of limitations that are likely to be encountered when implementing the system. First of all, its correct operation requires a huge amount of high-quality data — high-resolution photos and videos. This entails significant equipment costs and time for system setup.
Additionally, systems may operate unstably in low light conditions or heavy environmental pollution. This is especially relevant for enterprises where conditions are constantly changing.
Conclusion: Will We Implement It?
After testing several machine vision solutions, we concluded that the technologies can indeed help our company's specialists, especially in matters of process automation and predictive analytics. We intend to implement these systems at our facilities; however, we urge colleagues to take a cautious and thoughtful approach. It is important to evaluate the effectiveness of each system in test modes and consider their limitations before fully switching to automation. Our experience shows that technologies are capable of significantly increasing safety levels, but they require careful and gradual implementation.